
Barības materiālu īpašībām ir izšķiroša nozīme kalpošanas laika noteikšanā.žokļu drupinātāja detaļasOperatori, kuri pārvalda cietību, abrazīvitāti, daļiņu izmēru un mitrumu, var pagarināt kalpošanas laiku.mangāna tērauds žokļu drupinātāja nodiluma detaļas.
- Augsta cietība un abrazivitāte palielina nomaiņas ātrumu un enerģijas patēriņu.
- Mitrums un lipīgums var izraisīt aizsērēšanu, kas savukārt prasa lielāku apkopi.
- Vienmērīgs padeves lielums palīdz novērst dīkstāvi un uzlabo drupinātāja veiktspēju.
Pareizā izvēležokļu drupinātāja mašīnaundrupinātāju detaļassamazina izmaksas un palielina efektivitāti.
Galvenie secinājumi
- Padeves materiālu cietība un abrazivitāte ievērojami palielina žokļu drupinātāja detaļu nodilumu, tāpēc operatoriem jāpielāgo iestatījumi un jāizvēlas izturīgi materiāli, lai pagarinātu detaļu kalpošanas laiku.
- Barības lieluma kontrole un pārāk lielu akmeņu vai smalku daļiņu noņemšana palīdz novērst nevienmērīgu nodilumu un aizsprostojumus, uzlabojotdrupinātāja efektivitāteun samazinot apkopi.
- Mitrums un lipīgi materiāli izraisa aizsērēšanu un papildu slodzi drupinātāja detaļām, tāpēc mitruma pārvaldība, izmantojot žāvēšanu un sijāšanu, nodrošina drupinātāju nevainojamu darbību.
- Pareizās izvēlesžokļa plāksnes materiāliUn uz padeves īpašībām balstīti dizaini var palielināt nodiluma laiku un samazināt dīkstāves laiku.
- Regulāra pārbaude, atbilstoša apkope un operatoru apmācība ir būtiska, lai laikus atklātu nodilumu un ilgāk uzturētu drupinātāju efektīvu darbību.
Galvenās padeves materiāla īpašības un žokļu drupinātāja mašīnas nodilums
Barības materiāla cietība
Cietība izceļas kā viena no svarīgākajām īpašībām, kas ietekmē žokļu drupinātāja nodilumu. Cietiem iežiem, piemēram, granītam vai bazaltam, ir nepieciešams lielāks spēks, lai tos sasmalcinātu. Šis papildu spēks palielina slodzi uz žokļu plāksnēm un oderējumiem. Kad operatori padod žokļu drupinātājā cietākus materiālus, plāksnes piedzīvo lielāku griešanas un šķembošanas nodilumu. Pētījumi liecina, ka ieži ar augstāku spiedes izturību un plaisas izturību izraisa ātrāku nodilumu. Operatori bieži pamana, ka, apstrādājot mazākas, cietākas daļiņas, pirmais nodilst žokļu atbrīvošanas gals. Drupinātāja iestatījumu pielāgošana, pamatojoties uz padeves cietību, var palīdzēt samazināt nodilumu un pagarināt detaļas kalpošanas laiku.
Abrazivitāte un minerālu sastāvs
Arī abrazivitātei un minerālu sastāvam ir liela nozīme nodiluma modeļos. Minerāli, piemēram, kvarcīts un granīts, ir ļoti abrazīvi. Šie minerāli berzējas pret žokļu plāksnēm, izraisot strauju virsmas degradāciju. Ja padeves materiāls satur lielu abrazīvo minerālu procentuālo daudzumu, standartamangāna tērauda oderesvar ātri nolietoties. Pareiza oderējuma materiāla izvēle, piemēram, augsta hroma dzelzs vai kompozītmateriālu sakausējumi, var palīdzēt pretoties šāda veida nodilumam. Operatoriem jāuzmanās arī no piesārņojuma padevē, jo dzelzs atkritumi vai pārāk lieli akmeņi var izraisīt malu šķembām un plaisāšanu.
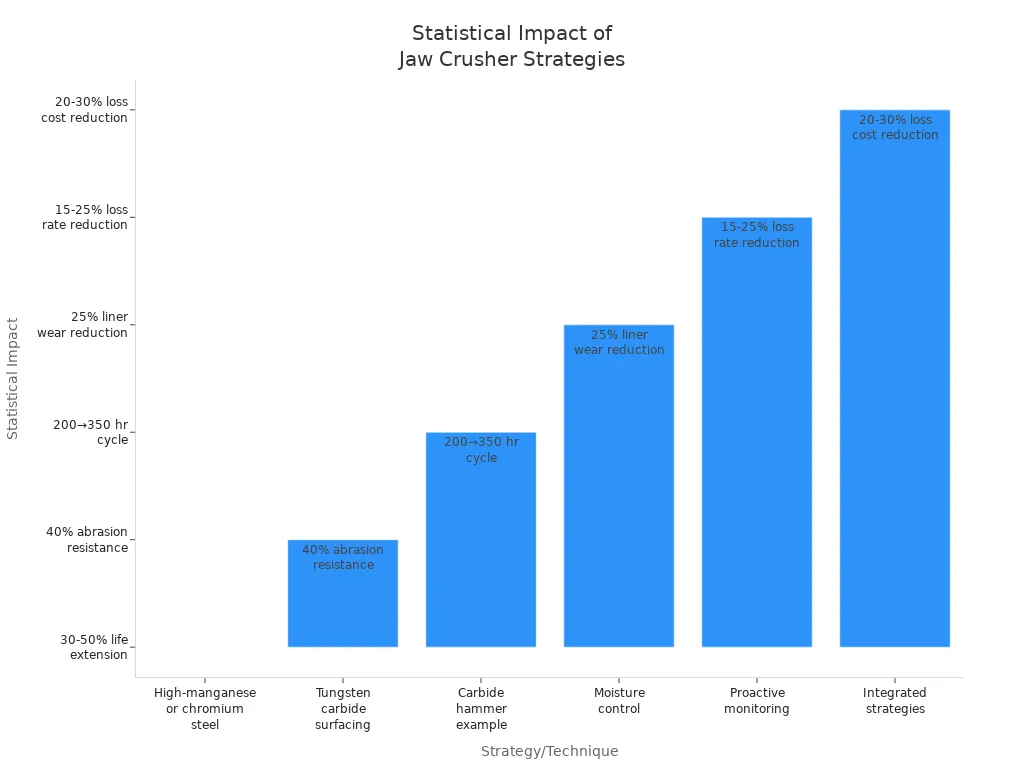
Padoms: Pielāgojot oderējuma materiālu barības minerālu sastāvam, nodiluma kalpošanas laiku var pagarināt līdz pat piecām reizēm un samazināt apkopes izmaksas.
Daļiņu izmērs un izmēru sadalījums
Daļiņu izmērs un tā sadalījums tieši ietekmē to, cik bieži žokļu plāksnes ir jānomaina. Ja padevē ir daudz pārāk lielu iežu, noteiktas žokļu plākšņu zonas saņem atkārtotus triecienus. Tas noved pie nevienmērīga nodiluma un biežākas nomaiņas. Pārmērīgs smalko daļiņu daudzums padevē var izraisīt aizsprostojumus, kas arī saīsina plākšņu kalpošanas laiku. Labi kontrolēts padeves izmēra sadalījums veicina vienmērīgu nodilumu un stabilu darbību. Operatori, kas uzrauga un regulē padeves izmēru, var samazināt ekspluatācijas izmaksas un nodrošināt žokļu drupinātāja efektīvu darbību.
Mitruma saturs un lipīgums
Mitruma saturam izejvielā ir būtiska nozīme žokļu drupinātāja darbībā. Ja izejvielā ir augsts mitruma līmenis, īpaši, ja tas ir sajaukts ar smalkām daļiņām vai mālu, tas bieži rada darbības problēmas. Lipīgi materiāli mēdz pielipt pie virsmām drupinātāja iekšpusē. Šī lipīgums var izraisīt aizsprostojumus, kas pazīstami arī kā aizsērēšana, un kas traucē drupināšanas procesu.
Operatori bieži pamana, ka mitri smalki materiāli, piemēram, māls, viegli nesadalās. Tā vietā šie materiāli sablīvējas blīvā masā drupināšanas kamerā. Šis process, ko sauc par “pankūku veidošanos”, palielina drupinātāja motora slodzi. Ja pankūku veidošanās netiek kontrolēta, tā var pilnībā apturēt drupinātāju. Lai gan mitrums tieši nepalielina žokļu plākšņu vai oderējumu nodiluma ātrumu, radusies aizsērēšana un motora pārslodze var samazināt efektivitāti un laika gaitā var izraisīt ātrāku nodilumu.
Vairāki praktiski soļi palīdz pārvaldīt barības līdzekļa mitrumu un lipīgumu:
- Barības iepriekšēja žāvēšana, lai samazinātu mitruma līmeni zem 5%, palīdz novērst materiāla salipšanu.
- Smalko daļiņu atsijāšana pirms padeves drupinātājam samazina aizsērēšanas risku.
- Pretpiedegošu oderējumu, piemēram, ar teflonu pārklātu virsmu, uzstādīšana padeves lūkās samazina materiāla saķeri.
- Izmantojot deflektorsiena materiāla plūsmas novirzīšanai, īpaši vibrējošiem padevējiem, var vēl vairāk samazināt aizsērēšanu.
Piezīme: Operatori, kas uzrauga mitruma līmeni un pielāgo savus procesus, var uzturēt vienmērīgāku drupinātāja darbību un pagarināt nodiluma detaļu kalpošanas laiku.
Barošanas materiāla mitruma un lipīguma pārvaldība ne tikai uzlabo drupinātāja uzticamību, bet arī samazina apkopes izmaksas. Veicot šos pasākumus, operatori nodrošina, ka žokļu drupinātāji darbojas efektīvi pat apstrādājot sarežģītus materiālus.
Padeves īpašību ietekme uz žokļu drupinātāja mašīnas detaļām
Cietības ietekme uz žokļa plāksnes un oderējuma nodilumu

Padeves materiāla cietība tieši ietekmē žokļu plākšņu un oderējumu nodiluma ātrumu. Cietākiem iežiem, piemēram, granītam vai kvarcītam, ir nepieciešams lielāks spēks, lai tos salauztu. Šis palielinātais spēks rada lielāku spriegumu uz žokļu drupinātāja saskares virsmām. Laika gaitā atkārtoti triecieni no cietiem materiāliem izraisa kalta griešanas nodilumu, kas žokļu plāksnēs izpaužas kā dziļas skrambas, rievas un bedres. Operatori bieži novēro, ka drupināšanas zonas piedzīvo visspēcīgāko nodilumu, īpaši apstrādājot augstas cietības rūdas.
Noguruma nodilums attīstās arī tad, kad žokļu plāksnes tiek pakļautas atkārtotai saspiešanai un trieciena slodzēm. Veidojas un izplatās plaisas, galu galā izraisot trauslus lūzumus. Padeves zona, kur akmeņi vispirms nonāk drupinātājā, ir īpaši neaizsargāta pret šāda veida bojājumiem.Žokļu plāksnes ar augstu mangāna tērauda saturuvar pretoties daļai no šī nodiluma, jo darbības laikā tie sacietē, taču pat šiem materiāliem ir ierobežojumi, ja tie tiek pakļauti ārkārtīgi cietai padevei.
Padoms: Regulāra ienākošā materiāla cietības uzraudzība palīdz operatoriem pielāgot drupinātāja iestatījumus un izvēlēties pareizos oderējuma materiālus, tādējādi samazinot negaidītu dīkstāvi.
Abrazīvie minerāli un virsmas degradācija
Abrazīvie minerāli izejvielās, piemēram, kvarcs vai silīcija dioksīds, paātrina virsmas degradāciju.žokļu drupinātāja detaļasLaboratorijas nodiluma testi, tostarp grebšanas nodiluma testi, uzrāda spēcīgu korelāciju ar reāliem nodiluma modeļiem. Šie testi atklāj, ka abrazīvie minerāli izraisa mikroaršanu, mikrogriešanu un mikroplaisas žokļu plākšņu un oderējumu virsmās. Abrazīvajām daļiņām slīdot un spiežoties pret metālu, tās noņem mazus fragmentus, kā rezultātā samazinās tilpums un virsmas kļūst raupjas.
Lauka pētījumi apstiprina, ka abrazīvo minerālu klātbūtne palielina virsmas nodiluma ātrumu. Galvenie nodiluma mehānismi ir šādi:
- Zema sprieguma skrāpējumi noberzumā:Rodas, kad daļiņas slīd pa virsmu bez lielas saspiešanas.
- Augstas slodzes slīpēšanas nodilums:Tas notiek, kad mazākas daļiņas zem spiediena berzējas pret virsmu.
- Griešanas nobrāzums:Rezultāts ir lielām, cietām daļiņām, kas triecas pret žokļa plāksnēm un tās saspiež.
Zemāk esošajā tabulā ir apkopoti biežāk sastopamie nodiluma modeļi un to cēloņi:
| Nodiluma raksta veids | Apraksts | Cēlonis/ietekmējošie faktori | Žokļa plāksnes reģions | Spēka raksturojums |
|---|---|---|---|---|
| Kalta griešanas nodilums | Dziļas skrambas, rievas un bedres | Atkārtota trieciena un ekstrūzijas ietekme ar rūdām | Saspiešanas zonas (M, ML, L) | Augsta norma, mērena tangenciāla |
| Noguruma nodilums | Plaisas un trausli lūzumi | Ilgstoša atkārtota ietekme | Barošanās zona (H) | Augsta normāla, apakšējā tangenciāla |
| Abrazīvs nodilums | Skrāpēšana, slīpēšana, berzēšana | Daļiņu izmērs, cietība, spiedes/bīdes izturība | Saspiešanas zonas (M, ML, L) | Augsta normāla un tangenciāla |
| Korozijas nodilums | Oksidēšanās mitruma dēļ | Mitruma saturs barībā | Visi reģioni | Ķīmiskais nodilums |
Materiāla īpašības, piemēram, cietība, izturība un mikrostruktūra, ietekmē arī to, cik labi žokļu drupinātāja detaļas iztur abrazīvo nodilumu. Nodiluma izraisītās izmaiņas čaulas ģeometrijā var ietekmēt drupinātāja darbību, tāpēc regulāra pārbaude ir nepieciešama.
Pārāk liela barības izmēra un smalko daļiņu satura ietekme
Padeves izmēra sadalījumam ir liela nozīme žokļu plātņu un oderējuma nodilumā. Liela izmēra akmeņi rada koncentrētas trieciena zonas uz žokļu plātnēm. Šie triecieni izraisa nevienmērīgu nodilumu, un dažas zonas nodilst ātrāk nekā citas. Kad drupinātājā nonāk lielas daļiņas, tās var izraisīt arī grebšanas nobrāzumu, kas noved pie dziļām rievām un bedrēm.
Pārmērīgs smalko daļiņu daudzums izejvielā rada atšķirīgu problēmu. Smalkās daļiņas var aizpildīt spraugas starp lielākiem iežiem, palielinot aizsprostojumu risku. Šie aizsprostojumi liek drupinātājam strādāt intensīvāk, paaugstinot temperatūru un slodzi uz nodiluma detaļām. Laika gaitā tas var paātrināt abrazīvo un noguruma nodilumu, īpaši, ja smalkās daļiņas satur abrazīvus minerālus.
Operatori var pārvaldīt šos riskus, veicot šādas darbības:
- Barošanas materiāla sijāšana, lai atdalītu lieko smalko daļiņu daudzumu, pirms tas nonāk drupinātājā.
- Slēgtās puses iestatījuma (CSS) regulēšana, lai kontrolētu caurplūstošā materiāla izmēru.
- Pārāk lielu iežu īpatsvara uzraudzība un padeves izvietojuma pielāgošana.
Piezīme: Vienmērīgs padeves izmērs un kontrolēts smalko daļiņu saturs palīdz uzturēt vienmērīgu žokļu plākšņu nodilumu, uzlabojot žokļu drupinātāja efektivitāti un kalpošanas laiku.
Ar mitrumu saistīti nodiluma mehānismi
Mitrums izejvielā var mainīt žokļu drupinātāja detaļu nodilumu darbības laikā. Ūdens darbojas gan kā smērviela, gan kā nodiluma katalizators atkarībā no apstākļiem drupinātāja iekšpusē. Operatori, apstrādājot mitrus vai lipīgus materiālus, bieži novēro atšķirīgus nodiluma modeļus salīdzinājumā ar sausiem, brīvi plūstošiem iežiem.
Mitruma tieša ietekme uz nodilumu:
- Ūdens var izveidot plānu plēvīti starp iezi un žokļa plāksni. Šī plēve dažreiz samazina berzi, kas palēnina abrazīvo nodilumu.
- Daudzos gadījumos mitrums sajaucas ar smalkām daļiņām un mālu. Šis maisījums veido lipīgu pastu, kas pielīp pie žokļa plāksnēm un oderēm.
- Lipīgs materiāls izraisa "pankūku veidošanos", kur uz drupinātāja virsmām uzkrājas mitru smalku daļiņu slāņi. Šie slāņi aiztur abrazīvās daļiņas un palielina slīpēšanas iedarbību pret metālu.
Netiešā ietekme un sekundārie bojājumi:
- Mitrums veicina koroziju, īpaši kombinācijā ar minerāliem, kas reaģē ar ūdeni. Korozija vājina žokļu plākšņu un oderējumu virsmu, padarot tos uzņēmīgākus pret mehānisku nodilumu.
- Mitra barības viela bieži izraisa aizsprostojumus. Kad drupinātājs iesprūst, mašīnai ir jāstrādā intensīvāk, lai atbrīvotos no aizsprostojuma. Šis papildu spēks palielina slodzi uz nodilstošajām detaļām.
- Augsts mitruma saturs var izraisīt nevienmērīgu nodilumu. Dažas žokļa plāksnes vietas var palikt pārklātas ar mitru materiālu, bet citas paliek atsegtas. Šī atšķirība rada nevienmērīgu nodiluma modeli un samazina detaļu kopējo kalpošanas laiku.
Piezīme:Operatoriem jāuzrauga gan mitruma saturs, gan smalko daļiņu veids barības maisījumā. Māla bagāti materiāli ar augstu ūdens saturu rada lielāku nodilumu nekā tīras, mitras smiltis.
Biežākie ar mitrumu saistītie nodiluma mehānismi:
| Mehānisms | Apraksts | Tipisks rezultāts |
|---|---|---|
| Eļļošanas efekts | Ūdens plēve samazina berzi | Lēnāks abrazīvais nodilums |
| Pankūku veidošanās/uzkrāšanās | Lipīgas smalkas daļiņas pielīp virsmām | Paaugstināta berze un nodilums |
| Korozīvs nodilums | Ūdens un minerāli izraisa ķīmiskas reakcijas | Rūsa, bedrītes, virsmas zudumi |
| Bloķējuma izraisīts stress | Mitrs materiāls aizsprosto drupinātāju, paceļot kravu | Paātrināts nogurums un nodilums |
| Nevienmērīgi nodiluma modeļi | Mitrums dažas vietas pasargā, citas atseg | Nevienmērīgs, neparedzams nodilums |
Praktiski soļi mitruma izraisīta nodiluma pārvaldībai:
- Operatori var iepriekš izsijāt padeves materiālu, lai pirms sasmalcināšanas noņemtu liekās smalkās daļiņas un mālu.
- Mitruma sensoru uzstādīšana palīdz izsekot barības apstākļu izmaiņām.
- Izmantojot pretpiedeguma oderējumu vai pārklājumus uz teknēm un drupinātāju virsmām, samazinās materiāla uzkrāšanās.
- Regulāra tīrīšana un pārbaude novērš ilgtermiņa bojājumus, ko rada korozija un aizsprostojumi.
Padoms:Operatori, kuri kontrolē mitrumu un smalkas daļiņas padevē, var pagarināt žokļu drupinātāja detaļu kalpošanas laiku un samazināt neplānotas dīkstāves.
Ar mitrumu saistīti nodiluma mehānismi rada unikālus izaicinājumus rūpnieciskajā drupināšanā. Izprotot šīs sekas, operatori var pieņemt labākus lēmumus par padeves sagatavošanu, drupinātāja iestatījumiem un apkopes grafikiem. Šīs zināšanas nodrošina ilgāku detaļu kalpošanas laiku un uzticamāku drupinātāja darbību.
Rūpnieciskie gadījumu pētījumi: žokļu drupinātāja mašīnas veiktspēja

Augstas cietības rūdas apstrāde
Kalnrūpniecības darbos bieži tiek pārstrādātas rūdas ar ļoti augstu cietību, piemēram, granīts vai kvarcīts. Šie materiāli rada ārkārtīgu slodzi žokļu drupinātāja detaļām. Operatori ievēro, ka žokļu plāksnes un oderējumi nolietojas ātrāk, drupinot šos cietos iežus. Tērauda plāksnes ar augstu mangāna saturu palīdz pretoties šim nodilumam, jo lietošanas laikā tās kļūst cietākas. Vienā ieguves vietā operatori pārgāja uz pielāgotām žokļu plāksnēm ar īpašu zobu profilu. Šīs izmaiņas uzlaboja nodilumizturību un samazināja apkopes dēļ nepieciešamo izslēgšanu skaitu. Regulāra pārbaude un savlaicīga nodilušo detaļu nomaiņa nodrošināja drupinātāja nevainojamu darbību. Operatori arī pielāgoja padeves kārtību, lai izvairītos no mašīnas pārslodzes.
Abrazīvo agregātu ražošana
Abrazīvu agregātu ražošana, piemēram, bazalta vai kvarca bagāta grants drupināšana, rada skarbu vidi žokļu drupinātāju detaļām. Šādos apstākļos operatori saskaras ar lieliem nodiluma un trieciena spēkiem. Žokļu plāksnēm viņi izmanto augstas kvalitātes materiālus, piemēram, mangāna tēraudu, jo tam piemīt deformācijas sacietēšanas īpašības. Plākšņu formai un zobu profilam ir galvenā loma nodiluma pārvaldībā. Nodiluma detaļu pielāgošana konkrētajam agregātam palīdz vienmērīgāk sadalīt nodilumu un palielina efektivitāti. Šādā vidē operatori ievēro stingrus apkopes grafikus. Viņi nomaina detaļas īstajā laikā, lai novērstu negaidītus bojājumus.
- Žokļu drupinātāja nodiluma detaļas abrazīvo agregātu ražošanā saskaras ar ievērojamiem nodiluma un trieciena spēkiem.
- Augstas kvalitātes materiāli un pielāgots dizains palīdz izturēt pret nodilumu un uzlabo efektivitāti.
- Apkopes laiks ir ļoti svarīgs, lai optimizētu nodiluma laiku.
Zemāk esošajā tabulā ir apkopotas atšķirības starp abrazīviem un mazāk abrazīviem pielietojumiem:
| Lietojumprogrammas veids | Nodiluma ātrums | Izmantotais materiāls | Apkopes vajadzības |
|---|---|---|---|
| Abrazīvais agregāts | Augsts | Mangāna tērauds | Bieža, plānota |
| Mazāk abrazīvs | Zemāks | Standarta sakausējumi | Retāk |
Mainīgs barības izmērs pārstrādes lietojumprogrammās
Pārstrādes operācijas bieži vien apstrādā dažādu izmēru un formu izejmateriālus. Šī mainība ietekmē žokļu drupinātāja veiktspēju un detaļu kalpošanas laiku. Operatori dažreiz novēro aizsērēšanu vai pat mašīnas apstāšanos, ja izejmateriālā ir lieli vai neparastas formas gabali. Drupinātāja žokļa pārvietojums mainās atkarībā no izejmateriāla augstuma, kas ietekmē efektivitāti. Pirms žokļu drupinātāja izvēles pārstrādei, operatori analizē materiāla īpašības un paredzamo izejmateriāla izmēru. Enerģijas patēriņš ir atkarīgs arī no materiāla stiprības un drupinātāja atveres izmēra. Augstas stiprības betona drupināšana patērē daudz vairāk enerģijas nekā mīkstāku materiālu drupināšana. Mazāki atveru izmēri arī palielina enerģijas patēriņu. Šie faktori liecina, ka mainīgam izejmateriāla izmēram un materiāla īpašībām ir liela nozīme drupinātāja darbībā un nodiluma detaļu kalpošanas laikā.
Operatori, kas uzrauga barības izmēru un pielāgo drupinātāja iestatījumus, var samazināt nodilumu un uzlabot efektivitāti pārstrādes lietojumprogrammās.
Žokļu drupinātāja darbības uzraudzība un nodiluma samazināšana
Žokļa plāksnes un oderējuma materiālu izvēle
Pareizā izvēležokļa plāksnes un oderējuma materiāliir būtiska, lai samazinātu rūpniecisko drupinātāju nodilumu. Operatori bieži izvēlas mangāna tērauda markas, pamatojoties uz izejmateriāla cietību un abrazīvitāti. Zemāk esošajā tabulā ir salīdzināti izplatītākie materiāli un to veiktspēja:
| Materiāla veids | Galvenās īpašības | Piemērotība cietiem/abrazīviem materiāliem | Nodilumizturība salīdzinājumā ar Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Augsta triecienizturība, nodilumizturība | Mīksti vai neabrazīvi akmeņi | Sākotnējais līmenis |
| Mn18Cr2 | Lieliska izturība pret deformāciju, nodilumizturība | Vidēji līdz grūti, neabrazīvi akmeņi | Sākotnējais līmenis |
| Mn22Cr2 | Izcila nodilumizturība, ilgāks kalpošanas laiks | Cieti un abrazīvi akmeņi | Garāks par Mn18Cr2 |
| TIC ieliktņi | Ļoti augsta cietība, triecienizturība | Ļoti cieti un abrazīvi materiāli | 1,5 līdz 2,5 reizes garāks nekā Mn18Cr2 |
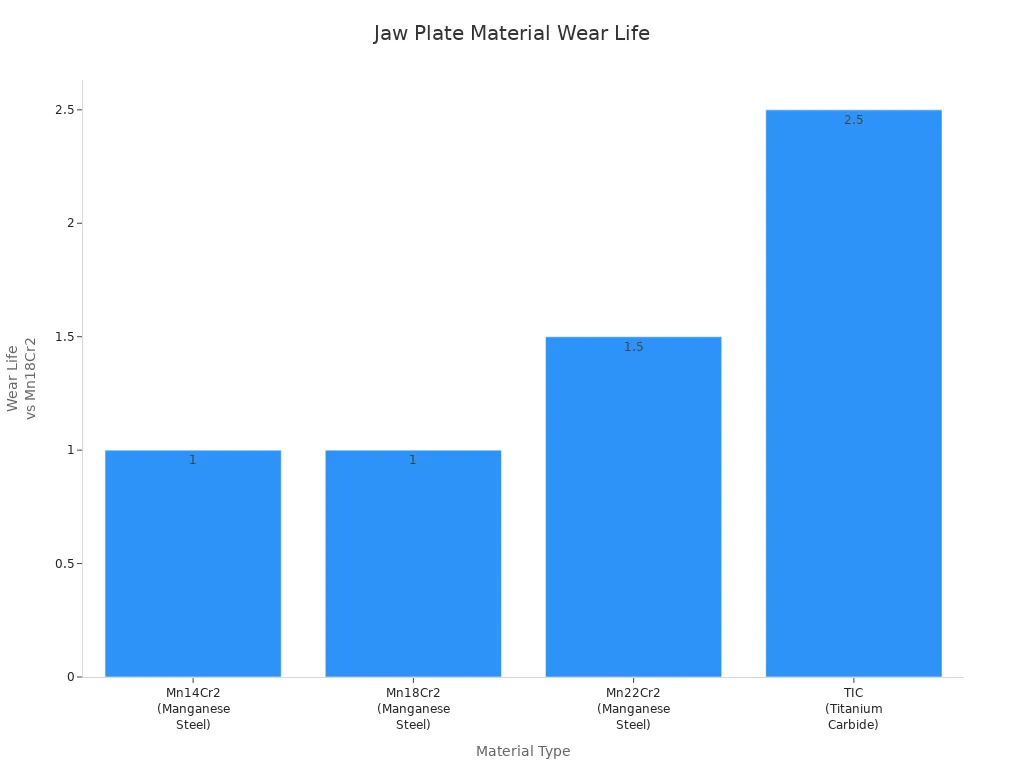
Operatori, kas apstrādā cietus vai abrazīvus padeves materiālus, bieži izvēlas Mn22Cr2 vai TIC ieliktņu plāksnes, lai nodrošinātu ilgāku nodilumizturību un samazinātu dīkstāves laiku.
Drupinātāja iestatījumu un padeves izvietojuma regulēšana
Pareizi drupinātāja iestatījumi un padeves izvietojums palīdz pagarināt žokļu plākšņu un oderējumu kalpošanas laiku. Operatori izmanto vairākas stratēģijas:
- Padeves līnija izlīdzina materiālu ar drupinātāja atveri, samazinot aizsērēšanu un nevienmērīgu nodilumu.
- Droseles padeve uztur kameru vismaz par 80% piepildītu, veicinot vienmērīgu nodilumu un efektīvu saspiešanu.
- Priekšsijāšana noņem smalkas daļiņas un pārāk lielu materiālu, novēršot aizsprostojumus un nevienmērīgu nodilumu.
- Labi gradēta padeve nodrošina vienmērīgu caurlaidspēju un samazina lokālo nodilumu.
- Metāla satura ierobežošana barībā pasargā komponentus no bojājumiem.
Slēgtās puses iestatījuma regulēšana kontrolē arī spiešanas leņķi un drupināšanas efektivitāti. Vienmērīga droseļvārsta padeve un pareizi iestatījumi nodrošina vienmērīgu nodiluma ātrumu un uzlabo žokļu drupinātāja ilgmūžību.
Apkopes stratēģijas un nodiluma uzraudzība
Efektīvas apkopes stratēģijas samazina nodilumu un novērš negaidītus bojājumus. Operatori paļaujas uz:
- Preventīvā apkope, kas ietver plānotas pārbaudes un detaļu nomaiņu pirms kļūmju rašanās.
- Prognozējoša apkope, izmantojot sensorus un uzraudzības rīkus, lai laikus atklātu neparastas situācijas un plānotu savlaicīgus remontdarbus.
- Uzlabotas uzraudzības sistēmas, piemēram, ultraskaņas sensori un telemātika, sniedz reāllaika datus par barības līmeņiem un iekārtu stāvokli.
Operatori izmanto šīs stratēģijas, lai izsekotu nodiluma progresu un pielāgotu darbības atbilstoši vajadzībām. Reāllaika uzraudzība un automatizācija palīdz uzturēt stabilu materiālu plūsmu, samazināt nodilumu un uzlabot drupinātāja veiktspēju.
Padoms: Apvienojot preventīvo un paredzošo apkopi ar modernām uzraudzības tehnoloģijām, tiek panākts ilgāks detaļu kalpošanas laiks un mazāk neplānotu dīkstāvju.
Prognozējošas pieejas pagarinātam detaļu kalpošanas laikam
Mūsdienu rūpnieciskās darbības balstās uz paredzamo apkopi, lai nodrošinātu žokļu drupinātāju efektīvu darbību. Paredzošās pieejas izmanto tehnoloģijas un regulāru uzraudzību, lai pamanītu problēmas, pirms tās rada bojājumus. Operatori var pagarināt žokļu drupinātāju detaļu kalpošanas laiku, ievērojot šīs viedās prakses:
- Uzstādiet sensorus, lai uzraudzītu smēreļļas temperatūru un filtra stāvokli. Izmaiņu agrīna atklāšana signalizē par iespējamām problēmām.
- Plānojiet ikdienas, iknedēļas un ikmēneša pārbaudes, izmantojot detalizētus kontrolsarakstus. Regulāras pārbaudes palīdz pamanīt nodilumu, pirms tas kļūst nopietns.
- Izvēlieties žokļa plāksnes ar lielāku mangāna saturu, piemēram, ZGMn13. Šie materiāli kalpo ilgāk skarbos apstākļos.
- Pievelciet skrūves un uzgriežņus un pielīdziniet zobu virsotnes ielejām. Pareiza montāža novērš nevienmērīgu nodilumu un priekšlaicīgu detaļu bojājumu.
- Pievienojiet vibrācijas samazināšanas ierīces un kontrolējiet padeves ātrumu. Šīs darbības samazina drupinātāja slodzi un palēnina nodilumu.
Operatori, kas izmanto paredzamo apkopi, saskaras ar mazāk negaidītu bojājumu un ilgāku detaļu kalpošanas laiku.
Reālās pasaules dati parāda šo stratēģiju ietekmi. Zemāk esošajā tabulā ir izcelti galvenie uzlabojumi, ko nodrošinājusi paredzamā apkope:
| Veiktspējas metrika | Uzlabojumu statistika | Ietekmes apraksts |
|---|---|---|
| Drupinātāja detaļu kalpošanas laika pagarināšana | Līdz 30% | Augstas kvalitātes materiāli un paredzama aprūpe samazina nomaiņas nepieciešamību. |
| Dīkstāves laika samazināšana | Līdz 30% | Viedie sensori un agrīna noteikšana novērš neplānotas apstāšanās. |
| Uzturēšanas izmaksu ietaupījumi | Līdz 30% | Uz vajadzībām balstīta apkope samazina izdevumus. |
| Nodiluma detaļu kalpošanas laika pagarināšana (ar mākslīgā intelekta palīdzību) | 15–20% | Mākslīgais intelekts un automatizācija palielina izturību. |
| Oderējuma nomaiņas biežuma samazināšana | 35% | Prognozējošie rīki nozīmē retāku līnijpārvadātāju maiņu. |
| Nodiluma detaļu kalpošanas laika palielināšana (automatizācija) | 2 līdz 4 reizes | Automatizēta optimizācija ievērojami pagarina detaļu kalpošanas laiku. |
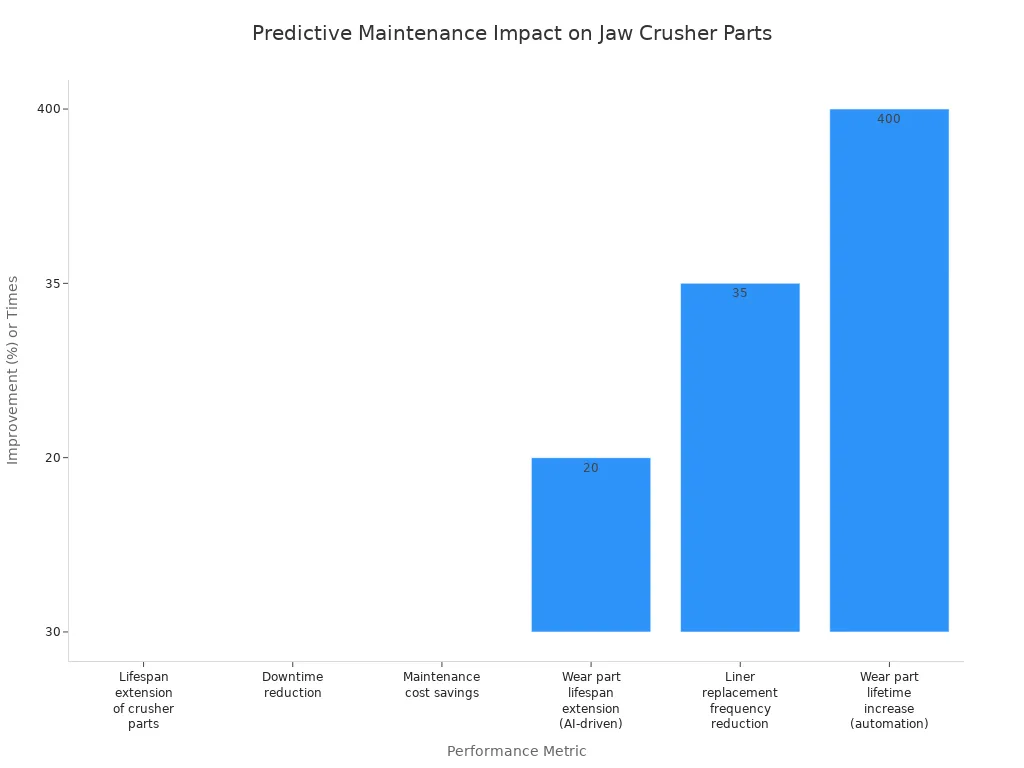
Viedās drupinātāju vadības sistēmas, piemēram, tās, ko izmanto vadošajās operācijās, ir palielinājušas nodiluma detaļu kalpošanas laiku par 15–20 %. Dīkstāves gadījumu skaits ir samazinājies par 40 %, un čaulu nomaiņas biežums ir samazinājies par 35 %. Sensori, kas izseko temperatūrai, vibrācijai un nodilumam, palīdz operatoriem rīkoties, pirms rodas kļūmes. Šī pāreja no reaktīvās uz paredzošo apkopi nodrošina iekārtu ilgāku darbību un ietaupa naudu. Paredzošās pieejas sniedz operatoriem lielāku kontroli un pārliecību par žokļu drupinātāja veiktspēju.
Žokļu drupinātāja mašīnas detaļu kalpošanas laika optimizācijas labākā prakse
Žokļa plāksnes materiāla saskaņošana ar padeves raksturlielumiem
Pareiza žokļa plāksnes materiāla un konstrukcijas izvēle ir būtiska, lai maksimāli palielinātu drupinātāja detaļu kalpošanas laiku. Operatoriem jāievēro sekojošais:
- Izvēlieties žokļa plākšņu sakausējumus, pamatojoties uz materiāla abrazivitāti. M1 sakausējums labi darbojas ar mazabrāziem materiāliem, piemēram, kaļķakmeni. Augstākās kvalitātes sakausējumi, piemēram, M2, M7, M8 vai M9, ir labāk piemēroti ļoti abrazīviem materiāliem, piemēram, granītam vai dzelzsrūdai.
- Pielāgojiet zobu rakstu padevei. Platie zobi (WT) palīdz apstrādāt padevi ar lielu smalku materiālu daudzumu, novēršot sablīvēšanos. Asie zobi (ST) satver pārslainu vai leņķisku padevi, samazinot slīdēšanu. Rupjas gofrētās (CC), īpaši izturīgās (HD) vai īpaši biezās (UT) plāksnes iztur abrazīvu padevi.
- Ievērojiet drupinātāja modeļa ieteikumus. Piemēram, CJ615 drupinātājos abrazīvai padevei bieži tiek izmantotas rupjas gofrētas vai īpaši izturīgas plāksnes ar M8 sakausējumu.
- Žokļu plāksnes to kalpošanas laikā pagrieziet, lai nodrošinātu vienmērīgu nodilumu un saglabātu labāko saspiešanas leņķi.
- Pielāgojiet drupinātāja iestatījumus, piemēram, slēgtās puses iestatījumu un nipeļa leņķi, lai tie atbilstu padeves īpašībām.
Žokļa plāksnes materiāla un konstrukcijas saskaņošana ar padeves raksturlielumiem palīdz optimizēt veiktspēju un pagarināt detaļas kalpošanas laiku.
Regulāra pārbaude un savlaicīga nomaiņa
Regulāra pārbaude un nolietoto detaļu ātra nomaiņa nodrošina drupinātāju efektīvu darbību. Operatori gūst labumu no:
- Nodiluma un bojājumu agrīna noteikšana, regulāri pārbaudot žokļu plāksnes, gultņus un citas sastāvdaļas.
- Savlaicīga nodilušo detaļu nomaiņa, kas novērš turpmākus bojājumus un saglabā drupināšanas efektivitāti.
- Pareiza kustīgo daļu eļļošana, berzes samazināšana un mašīnas kalpošanas laika pagarināšana.
- Uzraudzības sistēmas, kas brīdina operatorus par problēmām, atbalsta agrīnu apkopi un samazina remonta izmaksas.
Regulārs apkopes grafiks, tostarp pārbaudes un savlaicīga detaļu nomaiņa, palielina iekārtu darbspējas laiku un samazina ekspluatācijas izdevumus.
Operatoru apmācība un procesu optimizācija
Labi apmācītiem operatoriem un optimizētiem procesiem ir galvenā loma nodiluma samazināšanā. Operatoriem vajadzētu:
- Izmantojiet pareizu padeves gradāciju un kontrolējiet padeves ātrumu, lai palielinātu jaudu un samazinātu nodilumu.
- Pielāgojiet drupinātāja iestatījumus, piemēram, slēgtās puses iestatījumu, izmantojot starplikas un pārslēgšanas garumu, lai kompensētu nodilumu.
- Lai nodrošinātu pareizus iestatījumus, izmēriet atstarpi starp žokļiem.
- Veiciet regulēšanu tikai tad, kad drupinātājs ir tukšs un apturēts, lai izvairītos no priekšlaicīgas nodiluma.
- Paļaujieties uz automātiskajām eļļošanas sistēmām, lai nodrošinātu vienmērīgu gultņu eļļošanu.
- Izprast padeves metodes un apkopes procedūras, lai samazinātu nodilumu un pagarinātu mašīnas kalpošanas laiku.
Operatoru apmācība un procesu optimizācija nodrošina uzticamu veiktspēju un maksimāli palielina drupinātāja detaļu kalpošanas laiku.
Padeves materiāla īpašības ietekmē nodiluma ātrumu un kalpošanas laikudrupinātāju detaļasrūpnieciskos apstākļos. Operatori, kas izmanto proaktīvu uzraudzību, izvēlas nodilumizturīgus materiālus un pielāgo darbības, var pagarināt detaļu kalpošanas laiku līdz pat 50 % un samazināt apkopes izmaksas. Nozares etaloni liecina, ka labākā prakse samazina ekspluatācijas izmaksas par 10–20 % un palielina iekārtu kalpošanas laiku par 15 %. Šie uzlabojumi nodrošina augstāku produktivitāti un ievērojamu ieguldījumu atdevi.
Bieži uzdotie jautājumi
Kura barības materiāla īpašība izraisa visātrāko žokļa plāksnes nodilumu?
Cietība un abrazivitāte izraisa visātrāko nodilumu. Cietie ieži, piemēram, granīts vai minerāli ar kvarcu, berzējas pret žokļu plāksnēm. Apstrādājot šos materiālus, operatori saskaras ar biežāku nomaiņu.
Kā barības materiālā esošais mitrums ietekmē žokļu drupinātāja detaļas?
Mitrums var izraisīt aizsērēšanu un nevienmērīgu nodilumu. Drupinātāja iekšpusē uzkrājas lipīgi materiāli, īpaši māls. Šie uzkrājumi palielina detaļu slodzi un var izraisīt ātrāku nodilumu.
Vai operatori var samazināt nodilumu, pielāgojot padeves izmēru?
Jā. Operatori, kuri kontrolē padeves izmēru un noņem pārāk lielus akmeņus vai smalkas daļiņas, palīdz vienmērīgi sadalīt nodilumu. Šī prakse pagarina žokļu plātņu kalpošanas laiku un uzlabo drupinātāja efektivitāti.
Kurš žokļa plāksnes materiāls vislabāk piemērots abrazīvai padevei?
Mangāna tēraudsar augsta hroma vai TIC ieliktņiem vislabāk iztur abrazīvu nodilumu. Šie materiāli tiek galā ar cietiem un abrazīviem akmeņiem, nodrošinot ilgāku kalpošanas laiku.
Cik bieži operatoriem jāpārbauda žokļu drupinātāja nodiluma detaļas?
Operatoriem vajadzētupārbaudiet nodiluma detaļaskatru nedēļu. Regulāras pārbaudes palīdz pamanīt bojājumu agrīnas pazīmes. Savlaicīga nomaiņa novērš negaidītus bojājumus un nodrošina drupinātāja nevainojamu darbību.

Publicēšanas laiks: 2025. gada 17. jūlijs